ESAB PT-36 Mechanized Plasmarc Cutting Torch Kullanım kılavuzu
- Tip
- Kullanım kılavuzu

PT-36
Mekanik Plazma Kesim Torçu
Kullanım Kılavuzu (TR)
0558007998 03/2009

2
Bu cihaz, verilen talimatlara uygun şekilde kurulduğu, çalıştırıldığı, bakım ve onarımı yapıldığı takdirde, bu kıla-
vuzda ve birlikte verilen etiketlerde ve/veya ek belgelerde yer alan açıklamalara uygun çalışır. Bu cihaz düzenli
olarak kontrol edilmelidir. Arızalı veya iyi bakım yapılmamış cihazlar kullanılmamalıdır. Kırık, eksik, aşınmış, bozul-
muş ya da kontamine olmuş parçalar derhal değiştirilmelidir. Onarım veya değiştirme gerektiği takdirde, imalatçı
cihazın satın alındığı Yetkili Distribütörden telefon veya yazı ile servis talebinde bulunulmasını önerir.
Bu cihaz veya herhangi bir parçası imalatçının önceden yazılı izni olmadan değiştirilmemelidir. Cihazın imalatçı ya
da imalatçı tarafından önerilen bir servis haricinde herhangi bir kişi tarafından uygunsuz kullanımı, hatalı bakımı,
hasar görmesi, hatalı tamir edilmesi ya da tadil edilmesi sonucu doğabilecek her türlü arızadan münhasıran bu
cihazın kullanıcısı sorumludur.
BU BİLGİLERİ MUHAKKAK OPERATÖRE ULAŞTIRINIZ.
EK KOPYALARI SATICINIZDAN TEMİN EDEBİLİRSİNİZ.
Bu TALİMATLAR deneyimli operatörler içindir. Ark kaynak ve kesme cihazlarının çalışma
ilkeleri ve güvenli uygulamaları hakkında tam bilgili değilseniz, “Ark İle Kaynak, Kesme
ve Oyma İçin Önlemler ve Güvenli Uygulamalar" Form 52-529 kitapçığını okumalısınız.
Eğitimsiz kişilerin bu cihazı kurmalarına, çalıştırmalarına ve bakımı yapmalarına izin VER-
MEYİNİZ. Bu talimatları okuyup tam olarak anlamadan, bu cihazı kurma veya çalıştırma
girişiminde BULUNMAYINIZ. Bu talimatları tam olarak anlamadıysanız, ek bilgi için satıcı-
nızla irtibat kurunuz. Bu cihazı kurmadan veya çalıştırmadan önce Güvenlik Önlemlerini
muhakkak okuyunuz.
DİKKAT
KULLANICININ SORUMLULUĞU
KURMADAN VEYA ÇALIŞTIRMADAN ÖNCE KULLANIM KILAVUZUNU OKUYUNUZ
VE ANLAYINIZ KENDİNİZİ VE DİĞERLERİNİ KORUYUNUZ!

DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-36 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


3
İÇİNDEKİLER
1.0 Güvenlik Önlemleri....................................................................................5
2.0 Açıklama..............................................................................................7
2.1 Genel ...........................................................................................7
2.2 Kapsam .........................................................................................7
2.3 Mevcut Takım Seçenekleri .......................................................................7
2.4 İsteğe Bağlı Aksesuarlar..........................................................................7
2.5 PT-36 Teknik Özellikler ..........................................................................11
3.0 Kurulum .............................................................................................13
3.1 Torçun Plazma Sisteme Bağlanması..............................................................13
3.2 Torçun Makineye Monte Edilmesi ...............................................................15
4.0 Çalıştırma............................................................................................17
4.1 Ayarlar .........................................................................................19
4.2 Kesim Kalitesi...................................................................................19
4.3 Torç Akım Geçişleri .............................................................................24
5.0 Bakım .............................................................................................. 25
5.1 Giriş........................................................................................... 25
5.2 Torç Ön Ucunun Çıkarılması . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
5.3 Torç Ön Ucunun Çıkarılması (Kalın Plaka Üretimi İçin) ............................................ 29
5.4 Torç Ön Ucunun Takılması.......................................................................32
5.5 Torç Ön Ucunun Takılması (Kalın Plaka Üretimi İçin)...............................................33
5.6 Torç Gövdesi ...................................................................................35
5.7 Torç Gövdesinin Çıkarılması ve Değiştirilmesi ................................................... 36
5.8 Azaltılmış Sarf Ömrü ........................................................................... 38
Bölüm / Başlık Sayfa

4
DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-36 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification

5
BÖLÜM 1 GÜVENLİK ÖNLEMLERİ
1.0 Güvenlik Önlemleri
ESAB kaynak ve plazma kesme cihazının kullanıcıları bu cihazla ya da yakınında çalışan herkesin ilgili tüm güvenlik
önlemlerine dikkat etmesini sağlamakla sorumludur. Güvenlik önlemleri bu tip kaynak veya plazma kesme
cihazları için geçerli gereklere uygun olmalıdır. İşyerinde geçerli standart kurallara ek olarak, aşağıdaki önerilere
uyulmalıdır.
Her türlü iş kaynak ve plazma ile kesme cihazının çalışması hakkında bilgi sahibi, eğitimli personel tarafından
yapılmalıdır. Cihazın hatalı çalıştırılması operatörün yaralanmasına ve cihazın hasar görmesine yol açabilecek
tehlikeli durumlar doğurabilir.
1. Kaynak veya plazma ile kesme cihazını kullanan herkes şunlar hakkında bilgili olmalıdır:
- cihazın çalışması
- acil durdurma düğmelerinin konumu
- cihazın işlevi
- ilgili güvenlik önlemleri
- kaynak ve/veya plazma ile kesme
2. Operatör:
- cihaz çalıştırılırken cihazın alanında yetkisiz kişilerin bulunmamasına,
- ark çalışırken herkesin korunmalı olmasına dikkat etmelidir.
3. İşyeri:
- amaca uygun olmalı
- etrafta hava akımı olmamalıdır
4. Kişisel güvenlik teçhizatı:
- Daima, emniyet gözlükleri, alev geçirmez giysi, emniyet eldivenleri gibi kişisel güvenlik teçhizatı kullanınız.
- Cihaza takılabilecek ve yanığa neden olabilecek, eşarp, bilezik, yüzük vb. gibi gevşek duran giysi ve takıları
bulundurmayınız.
5. Genel önlemler:
- Dönüş kablosunun sağlam şekilde bağlanmış olmasına dikkat ediniz.
- Yüksek gerilimli cihazlar üzerindeki işler sadece vasıı bir elektrikçi tarafından yapılmalıdır.
- Uygun yangın söndürme cihazı belirgin şekilde işaretlenmeli ve yakında bulundurulmalıdır.
- Cihaz çalışır durumdayken yağlama ve bakım işlemleri yapılmamalıdır.
IP kodu koruma sınıfını belirtir başka bir deyişle katı cisimler veya su ile nüfuza karşı koruma derecesidir. Par-
makla dokunmaya, 12 mm’den büyük katı cisimlerle nüfuza ve 60 derece dikey açıdan püskürtülen suya karşı
koruma sağlanır. IP23S işaretli ekipmanlar dışarıda depolanabilir ve hava yağışlıyken koruma sağlandığı takdir-
de dışarıda kullanılabilir.
Koruma Sınıfı
15°
Maksimum
Eğim Açısı
DİKKAT
Ekipman 15°’den fazla eğimli bir yüzeye yerleştiri-
lirse, devrilebilir. Kişisel yaralanma ve / veya ekip-
manda ciddi şekilde hasar meydana gelebilir.

6
BÖLÜM 1 GÜVENLİK ÖNLEMLERİ
KAYNAK VE PLAZMA İLE KESME SİZE VE DİĞERLERİNE ZARAR VEREBİLİR.
KAYNAK YA DA KESİM YAPARKEN ÖNLEM ALINIZ. İŞVERENİNİZE GÜVENLİ
UYGULAMALARINI SORUNUZ, BUNLAR İMALATÇININ RİSK VERİLERİNE
GÖRE OLMALIDIR.
ELEKTRİK ÇARPMASI - ölüme yol açabilir.
- Kaynak veya plazma ile kesme cihazını ilgili standartlara uygun şekilde kurunuz ve topraklayınız.
- Elektrikli parçalara veya elektrotlara çıplak ten, ıslak eldivenler veya ıslak giysilerle dokunmayınız.
- Kendinizi zeminden ve çalışılan parçadan yalıtınız.
- Çalışma duruşunuzun güvenli olmasına dikkat ediniz.
DUMANLAR VE GAZLAR - sağlık için tehlikeli olabilir.
- Başınızı dumanlardan uzak tutunuz.
- Dumanları ve gazları solunum bölgenizden ve genel alandan uzaklaştırmak için havalandırma, arkta
aspirasyon ya da her ikisini birden kullanınız.
ARK IŞINLARI - gözlere hasar verebilir ve cildi yakabilir.
- Gözlerinizi ve gövdenizi koruyunuz. Uygun kaynak / plazma ile kesme koruma perdesi ve filtre lensi kullanınız
ve koruyucu giysi giyiniz.
- Çevrede bulunan kişileri uygun bölme veya perdelerle koruyunuz.
YANGIN TEHLİKESİ
- Kıvılcımlar (sıçrayan alevler) yangına sebep olabilir. Bu nedenle, yakında alev alıcı malzeme olmamasına
dikkat ediniz.
GÜRÜLTÜ - Aşırı gürültü işitme bozukluğuna neden olabilir.
- Kulaklarınızı koruyunuz. Kulak tıkaçları veya diğer işitme koruması kullanınız.
- Etrafta bulunan kişileri risk hakkında uyarınız.
ARIZA - Arıza durumunda uzmanından yardım isteyiniz.
KURMADAN VEYA ÇALIŞTIRMADAN ÖNCE KULLANIM KILAVUZUNU OKUYUNUZ
VE ANLAYINIZ KENDİNİZİ VE DİĞERLERİNİ KORUYUNUZ!
UYARI
Bu ürün sadece plazma kesme işlemi için tasarlanmıştır. Başka amaçla
kullanımı kişisel yaralanmaya ve / veya ekipmanın hasar görmesine ne-
den olabilir.
DİKKAT
DİKKAT
Kişisel yaralanmayı ve/veya ekipmanın hasar gör-
mesini engellemek için burada gösterilen yönte-
me göre bağlantı noktalarından kaldırın.

7
2.2 Kapsam
Bu kılavuzun amacı PT-36 Mekanik Plazma Kesim Torçunu monte etmek ve kullanmak için operatöre gereken
tüm bilgileri vermektir. Kesim takımındaki arızaların giderilmesine yardımcı olması için teknik referans materyali
de verilmektedir.
2.3 Mevcut Takım Seçenekleri
PT-36 takımı seçenekleri ESAB bayinizde mevcuttur. Yedek parça numaraları için Yedek Parçalar bölümüne bakınız.
2.1 Genel
PT-36 Mekanik Plazma Kesim Torçu, torç parçalarına eşmerkezlilik ve uyumlu bir kesim doğruluğu sağlamak üze-
re fabrikada monte edilen bir plazma arktır. Bu nedenle torç gövdesi, çalışma alanında yeniden monte edilemez.
Sadece torçun ön parçaları değiştirilebilir.
BÖLÜM 2 AÇIKLAMA
PT-36 TORÇ BİRİMİNİN AÇIKLAMALARI PARÇA NUMARASI
PT-36 TORÇ BİRİMİ 1,3 m (4,5 ft) 0558006745
PT-36 TORÇ BİRİMİ 1,8 m (6 ft) 0558006746
PT-36 TORÇ BİRİMİ 3,7 m (12 ft) 0558006747
PT-35 TORÇ BİRİMİ 4,3 m YAN KESKİ (14 ft) 0558006748
PT-36 TORÇ BİRİMİ 4,6 m (15 ft) 0558006749
PT-36 TORÇ BİRİMİ 5,2 m (17 ft) 0558006750
PT-36 TORÇ BİRİMİ 6,1 m (20 ft) 0558006779
PT-36 TORÇ BİRİMİ 7,6 m (25 ft) 0558006751
2.4 İsteğe Bağlı Aksesuarlar:
Test Akış Ölçeri - (bu önemli arıza giderme aleti, torçtaki plazma akışının ölçülmesini
sağlar) ...............................................................................................................................................21317
Su Kabarcığı Emici - Bu aparat, su tablasından gelen suyu devridaim eden bir su pom-
pası ve basınçlı hava ile kullanıldığında hava kabarcıkları çıkararak, kesim kalitesinden
çok az ödün vererek PT-36 Plazma Kesim Torçunun su altında kesim yapmasını sağlar.
Emiciden geçen su akışının dumanı, gürültüyü ve arktan çıkan U.V ışınını azaltması
nedeniyle bu sistem su üzerinde çalışmaya da olanak tanır.
(kurulum/kullanım talimatları için bkz. 0558006722 kullanım kılavuzu) ..................37439
Hava Perdesi - Bu aparat, basınçlı hava ile beslendiğinde PT-36 Plazma Kesim Torçu-
nun su altı kesim performansını arttırmak için kullanılır. Aparat torçun üzerine monte
edilir ve hava perdesi işlevi görür. Torç sesi, dumanı ve ark radyasyonunu azaltmak için
suyun içine batmış olsa bile bu aparat, plazma arkın oldukça kuru bir alanda çalışması-
nı sağlar. Sadece su altı uygulamalarında kullanılır.
(kurulum/kullanım talimatları için bkz. 0558006404 kullanım kılavuzu) .................37440

8
PT-36 Onarım & Aksesuar Kiti .....................................................................................0558005221
BÖLÜM 2 AÇIKLAMA
2.4.1 PT-36 Torç Sarf Kitleri
Portatif Speedloader birimi ..........................................................................................0558006164
Speedloader birimi, 5 bağlantı elemanı ...................................................................0558006165
Parça Numarası Miktar Tanım
0558003804 1 Torç Gövdesi PT-36 O-halkalar ile
996528 10 O-halka - 1,614 ID x 0,07
0558002533 2 Yönlendirici, 4 x 0,032 Delik
0558001625 2 Yönlendirici, 8 x 0,047 Delik
0558002534 1 Yönlendirici, 4 x 0,032 Geri
0558002530 1 Yönlendirici, 8 x 0,047 Geri
0558005457 1 Yönlendirici, 4 x 0,022 Delikli
0558003924 3 Elektrot Tutucu PT-36 O-halka ile
86W99 10 O-halka - 0,364 ID x 0,07
37082 2 Meme Sabitleyici Kapak, Standart
21796 1 Koruyucu Gaz Difüzörü, Düşük Akım
21944 5 Koruyucu Gaz Difüzörü, Standart
22496 1 Koruyucu Gaz Difüzörü, Geri
37081 2 Sabitleyici Koruyucu, Standart
0558003858 2 Kontak Halkası, vidalı
37073 6 Vida, Kontak Halkası
93750010 2 Alyan 0,109 inç
996568 1 Lokma Tornavida 7/16 inç (Elektrot aleti)
0558003918 1 Elektrot Tutucu PT-36
77500101 1 Silikon Yağ DC-111 5,3 ons

9
BÖLÜM 2 AÇIKLAMA
PT-36 200A Başlangıç Kiti ............................................................................................0558005222
Parça Numarası Miktar Tanım
0558003914 8 O2 UltraLife Elektrot, Standart
0558003928 3 N2/H35 Elektrot, Standart
0558005459 3 O2/N2 Elektrot, Düşük Akım
0558006010 3 PT-36 Meme 1,0 mm (0,040 inç)
0558006014 3 PT-36 1,4 mm Meme (0,055 inç)
0558006020 5 PT-36 Meme 2,0 mm (0,080 inç)
0558006130 3 PT-36 Koruyucu 3,0 mm (0,120 inç)
0558006141 3 PT-36 Koruyucu 4,1 mm (0,160 inç)
0558008010 3 PT-36 Meme 1,0 mm (0,040 inç) PR
0558007624 3 PT-36 Koruyucu 2,4 mm (0,095 inç)
0558006023 3 PT-36 Meme 2,3 mm (0,090 inç)
0558006166 3 PT-36 Koruyucu 6,6 mm (0,259 inç)
0558006908 3 PT-36 Meme 0,8 mm (0,030 inç)
0558006018 3 PT-36 Meme 1,8 mm (0,070 inç)
PT-36 400A Başlangıç Kiti ............................................................................................0558005223
Parça Numarası Miktar Tanım
0558003914 8 O2 UltraLife Elektrot, Standart
0558003928 3 N2/H35 Elektrot, Standart
0558005459 3 O2/N2 Elektrot, Düşük Akım
0558006010 2 PT-36 Meme 1,0 mm (0,040 inç)
0558006014 2 PT-36 1,4 mm Meme (0,055 inç)
0558006020 5 PT-36 Meme 2,0 mm (0,080 inç)
0558006023 3 PT-36 Meme 2,3 mm (0,090 inç)
0558006025 3 PT-36 Meme 2,5 mm (0,099 inç)
0558006036 3 PT-36 Meme 3,6 mm (0,141 inç)
0558006130 3 PT-36 Koruyucu 3,0 mm (0,120 inç)
0558006141 3 PT-36 Koruyucu 4,1 mm (0,160 inç)
0558006166 3 PT-36 Koruyucu 6,6 mm (0,259 inç)
0558008010 3 PT-36 Meme 1,0 mm (0,040 inç) PR
0558007624 3 PT-36 Koruyucu 2,4 mm (0,095 inç)
0558006199 3 PT-36 Koruyucu 9,9 mm (0,390 inç)
0558006908 3 PT-36 Meme 0,8 mm (0,030 inç)
0558006018 3 PT-36 Meme 1,8 mm (0,070 inç)
0558006030 3 PT-36 Meme 3,0 mm (0,120 inç)

10
BÖLÜM 2 AÇIKLAMA
PT-36 600A Başlangıç Kiti ............................................................................................0558005224
Parça Numarası Miktar Tanım
0558003963 5 Tungsten Elektrot 3/16 inç Çap
0558003965 5 H35 Dağıtıcı Meme 0,0198 inç
0558003964 2 Topraklama Pensesi 3/16" Çap
0558005689 2 Elektrot/PT-36 Topraklama Pensesi Tutucu
0558003967 2 Topraklama pensesi
0558002532 2 Yönlendirici, 32 x 0,047 Delikli
0558006688 5 Yüksek Akım Koruması
0558003918 1 Elektrot Tutucu PT-36
0558003962 1 Tungsten Elektrot Aleti
0558006690 2 Meme Koruyucu Kapağı Birimi Yüksek Akım
PT-36 H35 Ağır Plaka Başlangıç Kiti ............................................................................0558005225
Parça Numarası Miktar Tanım
0558003914 8 O2 UltraLife Elektrot, Standart
0558003928 3 N2/H35 Elektrot, Standart
0558005459 3 O2/N2 Elektrot, Düşük Akım
0558006010 2 PT-36 Meme 1,0 mm (0,040 inç)
0558006014 2 PT-36 Meme 1,4 mm (0,055 inç)
0558006020 5 PT-36 Meme 2,0 mm (0,080 inç)
0558006023 3 PT-36 Meme 2,3 mm (0,090 inç)
0558006025 3 PT-36 Meme 2,5 mm (0,099 inç)
0558006036 3 PT-36 Meme 3,6 mm (0,141 inç)
0558006041 3 PT-36 Meme 4,1 mm (0,161 inç)
0558006130 3 PT-36 Koruyucu 3,0 mm (0,120 inç)
0558006141 3 PT-36 Koruyucu 4,1 mm (0,160 inç)
0558006166 3 PT-36 Koruyucu 6,6 mm (0,259 inç)
0558006199 3 PT-36 Koruyucu 9,9 mm (0,390 inç)
0558008010 3 PT-36 Meme 1,0 mm (0,040 inç) PR
0558007624 3 PT-36 Koruyucu 2,4 mm (0,095 inç)
0558006908 3 PT-36 Meme 0,8 mm (0,030 inç)
0558006018 3 PT-36 Meme 1,8 mm (0,070 inç)
0558006030 3 PT-36 Meme 3,0 mm (0,120 inç)

11
BÖLÜM 2 AÇIKLAMA
2.5.2 PT-36 Torç Teknik Özellikleri
Tip: Su soğutmalı, Çift gaz, mekanik plazma kesim torçu
Akım Değerleri: 1000 Amp @ %100 görev döngüsü
Montaj Yarı Çapı: 50,8 mm (2 inç)
Kablosuz Torç Uzunluğu: 42 cm (16,7 inç )
IEC 60974-7 Voltaj Değeri: maksimum gerilim değeri 500 volt
Başlangıç Voltajı (YÜKSEK FREKANS voltajı için maksimum değer): 8000 vac
Minimum Soğutucu Akış Hızı: 5,9 L/dk (1,3 USGPM)
Girişteki Minimum Soğutucu Basıncı: 12,1 bar (175 psig)
Girişteki Maksimum Soğutucu Basıncı: 13,8 bar (200 psig)
Soğutucuyu Yeniden Sirküle Edicinin Kabul Edilebilir Minimum Değeri:
Yüksek Soğutucu Sıcaklığında 4,9 kW (16.830 BTU/SA) - Ortam = 25°C (45°F) ve 6 L/dk (1,6 USGPM)
Girişlerden Torça Giden Maksimum Emniyet Gazı Basıncı: 8,6 bar (125 psig)
Emniyet Kilitleri: Bu torç, torçtan gelen soğutucu dönüş borusunda su akış anahtarını kullanan ESAB Plazma kesim sistemleri
ve kontrolleriyle birlikte kullanılmak üzere tasarlanmıştır. Torçta kullanılan meme sabitleyici kapağın çıkarılması soğutucu
dönüş yolunu keser.
2.5 PT-36 Teknik Özellikleri
2.5.1 GAZ ÖZELLİKLERİ
125 psig'de verilen akım için gerekli genel koşullar: Maksimum Plazma Gaz: 300 scfh Maksimum Koruyucu Gazı: 350 scfh
Argon 8,6 bar (125 PSI) 0,25 inç NPT ile, %99,995 saf, 25 mikron ltrelenmiş
Nitrojen 8,6 bar (125 PSI) 0,25 inç NPT ile, %99,99saf, 25 mikron ltrelenmiş
Oksijen 8,6 bar (125 PSI) 0,25 inç NPT ile, %99,5 saf, 25 mikron ltrelenmiş
H-35 (Argon/Hidrojen) 5,2 bar (75 PSI) 0,25 inç NPT ile, %99,995 saf, 25 mikron ltrelenmiş
Metan 5,2 bar (75 PSI) 0,25 inç NPT ile, %93saf, 25 mikron ltrelenmiş
Basınçlı Hava (Temiz, kuru &
yağsız basınçlı hava)
5,5 bar @ 35 m3 s (80 PSI @ 1200 cfh), 25 mikron ltrelenmiş
Not:
Bunlar herhangi bir durumdaki gerçek akışları göstermez, sistem için tasarlanmış maksimum değerlerdir.

12
BÖLÜM 2 AÇIKLAMA

13
3.1 Torçun Plazma Sisteme Bağlanması
Sistem kılavuzuna ve Plazma/Koruyucu Gaz Kutusu kılavuzuna bakınız (0558005487).
3.1.1 Plazma Gaz Kutusuna Bağlantı
PT-36'nın güç kaynağının eksi çıkışına bağlanması gereken iki su soğutmalı güç kablosu vardır. Sağa dönen
7/16-20'lik bağlantı elemanı torça soğutucu veren kablo üzerindedir. Sola dönen 7/16-20'lik bağlantı elemanı
torçtan dönen soğutucu kablosu üzerindedir. Her iki kablodaki yeşil/sarı tel, aşağıda gösterilen topraklama bağ-
lantısına takılır.
Pilot ark kablosu, ark başlatma kutusuna bağlanır (bkz. Plazma/Koruyucu Gaz Kutusu kılavuzu (0558005487). Pilot
ark kablosunun yeşil/sarı tel güç kablosu olarak aynı bağlantıya topraklama için takılır.
Elektrik Çarpması Ölüme Neden Olabilir!
• Herhangi bir ayar yapmadan önce ana güç kaynağını kesin.
• Sistem parçalarına bakım yapmadan önce ana güç kaynağını kesin.
• Ana güç kaynağını kapatmadan torçun ön ucundaki parçalara do-
kunmayın (meme, sabitleyici kapak vs).
Radyasyon tehlikesi. Ark ışınları göz yaralanmalarına ve cilt yanıklarına neden olabilir.
• Uygun bir göz koruyucu takın ve koruyucu tulum giyin.
• Koyu renk emniyet gözlüğü ya da kenar korumaları olan koruyucu gözlük takın. Plaz-
ma kesiminde kullanılması tavsiye edilen siperler için aşağıdaki tabloya bakın:
Ark Akımı Siper Numarası
Maksimum 100 Amp Siper No. 8
100-200 Amp Siper No. 10
200-400 Amp Siper No. 12
400 Amp Üzeri Siper No. 14
• Gözlükler/koruyucu gözlükler aşındığında ya da kırıldığında yenisiyle değiştirin
• Çevredekileri uygun emniyet gözlüğü takmadan arka doğrudan bakmamaları
konusunda uyarın.
•
Ultraviyole ışınının yansıması ve yayılımını azaltmak için kesim alanını hazırlayın.
• Ultraviyole ışın yayılımını azaltmak için koruyucu kafes ya da perde monte edin.
BÖLÜM 3 KURULUM
UYARI
TEHLİKE
Topraklama bağlantı yeri
Topraklama Kabloları
Güç Kabloları

14
BÖLÜM 3 KURULUM
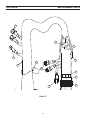
3.1.2 Torç Gaz Hortumlarının Manifolda Bağlanması
1 - Manifold bağlantısı için eski tip dişi su-hava somunu.
2 - Plazma Başlangıç gazı ve Plazma Kesim gazı için B tipi asal gaz borusu bağlantı elemanları. Her iki hortum da
her iki yere takılabilir.
2
1
2
1
Not:
Basınç değerleri kesim koşulla-
rına göre belirlenecektir. Basınç
değerleri ve ayarlar için Kesim
Bilgileri kılavuzuna 0558006163
bakınız.

15
3.2 Torçun Makineye Monte Edilmesi
Makine kullanım kılavuzuna bakınız.
Torçu buraya, yalıtım malzemesinin üzeri-
ne monte edin
Çelik torç gövdesi
üzerine monte
ETMEYİN
Paslanmaz çelik olan torç gövdesi üzerine monte etmeyin.•
Torç gövdesinin elektrik yalıtımı yapılmıştır ancak yüksek •
frekanslı başlangıç akımı, topraklama bağlantısı bulmak
için ark oluşumuna neden olabilir.
Torç gövdesinin yakınına sabitlemek, gövde ile makine •
arasında ark oluşumuna sebebiyet verebilir.
Bu durumda torç gövdesinin garanti kapsamı dışında de-•
ğiştirilmesi gerekebilir.
Makine parçalarına zarar verebilir.•
Sadece torç yalıtım malzemesinin üzerine (doğrudan eti-•
ketin üzerine), torç yalıtım malzemesinin ucundan 31,75
mm'den (1.25") kısa olmayacak şekilde sabitleyin.
Torç Gövdesinin Üzerine Sabitlemek Makinenin Şasisinden Tehlikeli
Akım Geçmesine Neden Olabilir.
DİKKAT
BÖLÜM 3 KURULUM

16
BÖLÜM 3 KURULUM

17
BÖLÜM 4 ÇALIŞTIRMA
Yağ Ve Gres Yağı Ciddi Yanıklara Neden Olabilir!
• Bu torçta kesinlikle yağ veya gres yağı kullanmayın.
• Torçu sadece temiz yüzeyinden temiz elle tutun.
• Sadece belirtilen yerlerde silikon yağ kullanın.
• Oksijen bulunan basınçlı ortamda yağ ve gres yağı kolayca tutuşabilir
ve ciddi yanıklara neden olabilir.
UYARI
HİDROJEN PATLAMASI TEHLİKESİ.
• HİDROJEN GAZIYLA SU ALTINDA KESİM YAPMAYIN!
• HİDROJEN PATLAMALARI YARALANMA VEYA ÖLÜME NEDEN
OLABİLİR.
• HİDROJEN NEDENİYLE SU TABLASINDA GAZ CEPLERİ OLUŞABİ
LİR. BU CEPLER PLAZMA ARKTAN ÇIKAN KIVILCIMLA ATEŞLEN
DİĞİNDE PATLAR.
• KESİM İŞLEMİNE BAŞLAMADAN ÖNCE SU TABLASINDA ERİMİŞ
METAL REAKSİYONU, YAVAŞ KİMYASAL REAKSİYON VE BAZI
PLAZMA GAZLARI GİBİ OLASI HİDROJEN KAYNAKLARINA DİK
KAT EDİN.
• KESİM PLAKASININ ALTINDA VE SU TABLASININ İÇİNDE PATLA
YICI GAZ CEPLERİ BİRİKEBİLİR.
• TABLANIN DİBİNDEKİ CÜRUFLARI (ÖZELLİKLE İNCE PARÇACIK
LARI SIK SIK TEMİZLEYİN. TABLAYA TEMİZ SU DOLDURUN.
• PLAKAYI BİR GECE BOYUNCA TABLADA BIRAKMAYIN.
• SU TABLASI BİRKAÇ SAAT KULLANILMAMIŞ İSE, PLAKAYI SU
TABLASININ ÜZERİNE KOYMADAN HİDROJEN CEPLERİNİ YOK
ETMEK İÇİN TABLAYI SALLAYIN.
• HİDROJEN CEPLERİNİ YOK ETMEK İÇİN MÜMKÜNSE KESİM İŞ
LEMLERİ ARASINDA SU SEVİYESİNİ DEĞİŞTİRİN.
•
SUYUN PH SEVİYESİNİN 7 (NÖTR) CİVARINDA OLMASINI SAĞLAYIN.
• YARIK ALTINDA SÜREKLİ MALZEME OLMASI İÇİN PROGRAMLA
NAN PARÇA ARALIĞI YARIK GENİŞLİĞİNİN EN AZ İKİ KATI OL
MALIDIR.
• SU ÜSTÜNDE KESİM YAPARKEN PLAKA İLE SU YÜZEYİ ARASIN
DA HAVA DOLAŞIMI SAĞLAMAK İÇİN FAN KULLANIN.
UYARI
PATLAMA TEHLİKESİ.
H35 İLE SU ALTINDA KESİM YAPMAYIN! SU TABLASINDA TEHLİKELİ
HİDROJEN GAZI OLUŞABİLİR. HİDROJEN GAZI AŞIRI DERECEDE PAT
LAYICIDIR. SU SEVİYESİNİ İŞ PARÇASININ ALTINDAN MİNİMUM 10,8
CM'YE (4 İNÇ) DÜŞÜRÜN. HİDROJEN GAZI OLUŞUMUNU ÖNLEMEK
İÇİN SIK SIK PLAKAYI SALLAYIN, HAVA İLE SUYU KARIŞTIRIN.
UYARI

18
BÖLÜM 4 ÇALIŞTIRMA
• BU ALAŞIMLARIN KESİMİ SADECE KURU BİR TEZGAHTA
YAPILMALIDIR.
• SU ÜSTÜNDE KURU KESİM YAPMAYIN.
• BU ALAŞIMLARLA İLGİLİ TEHLİKELER HAKKINDA DAHA FAZLA
GÜVENLİK BİLGİSİ ALMAK İÇİN ALÜMİNYUM TEDARİKÇİNİZLE
İRTİBAT KURUN.
AŞAĞIDAKİ ALLİ ALAŞIMLAR VE SUYLA BİRLİKTE PLAZMA KESİM
YAPMAYIN:
ALITHLITE (ALCOA) X8192 (ALCOA)
ALİTHALLY (ALCOA) NAVALİTE (US NAVY)
2090 ALLOY (ALCOA) LOCKALİTE (LOCKHEED)
X8090A (ALCOA) KALİTE (KAİSER)
X8092 (ALCOA) 8091 (ALCAN)
TUTUŞMA TEHLİKESİ.
SICAKLIK, SIÇRAMA VE KIVILCIMLAR YANGINA VE YANIKLARA NE
DEN OLABİLİR.
• YANICI MALZEMELERİN YAKININDA KESİM YAPMAYIN.
• YANICI MADDE TAŞIYAN KONTEYNERLERİ KESMEYİN.
• ÜZERİNİZDE HERHANGİ BİR YANICI MADDE BULUNDURMA
YIN (ÖRN. ÇAKMAK GAZI).
• PİLOT ARK, YANIKLARA NEDEN OLABİLİR. PLAZMA İŞLEMİ
YAPARKEN TORÇ MEMESİNİ KENDİNİZDEN VE DİĞER KİŞİLER
DEN UZAK TUTUN.
• UYGUN BİR GÖZLÜK TAKIN VE KORUYUCU TULUM GİYİN.
• KORUYUCU ELDİVEN, EMNİYET AYAKKABILARI VE BAŞLIK TA
KIN.
• AÇIKTA KALAN TÜM BÖLGELERİ KAPATAN BİR ALEVE DAYA
NIKLI KIYAFET GİYİN.
• KIVILCIM VE CÜRUF GİRMESİNİ ÖNLEMEK İÇİN KIVRILMIŞ PA
ÇASI OLMAYAN PANTOLON GİYİN.
UYARI
PATLAMA TEHLİKESİ.
BELİRLİ ERİMİŞ ALÜMİNYUM-LİTYUM (AL-Lİ) ALAŞIMLAR, SU İLE
PLAZMA KESİMİ YAPILDIĞINDA PATLAMAYA NEDEN OLABİLİR.
UYARI
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
Sayfa yükleniyor...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































ESAB PT-36 Mechanized Plasmarc Cutting Torch Kullanım kılavuzu
- Tip
- Kullanım kılavuzu
İlgili makaleler
-
ESAB PT-38 Plasmarc Cutting Torches Kullanım kılavuzu
-
-
ESAB ESAB Cutmaster 60i Plasma Cutting System Kullanım kılavuzu
-
-
ESAB SLICE® Exothermic Cutting Equipment Kullanım kılavuzu
-
ESAB CUTMASTER 40 PLASMA CUTTING SYSTEM Kullanım kılavuzu
-
-
ESAB N7500 Gouging System Kullanım kılavuzu
-
ESAB CSK4000 Air Carbon-Arc Manual Gouging Torch Kullanım kılavuzu
-